

服务详情
锅炉生产单位许可条件
B1 锅炉制造单位许可条件
B1.1 基本条件
B1.1.1 人员
B1.1.1.1 质量保证体系人员
制造单位应当根据产品制造过程的需要,设置并且任命质量保证工程师及设计、工艺、材料、焊接、热处理、无损检测、检验与试验、理化检验等系统责任人员。质量保证体系责任人员应当熟悉锅炉制造相关法律、法规、安全技术规范、标准和本单位质量保证体系文件,具有所负责工作相关的专业教育背景和工作经验,熟悉任职岗位的工作任务和要求。
质量保证体系人员任职要求如下:
(1)质量保证工程师应当具有从事锅炉制造质量管理或者检验5年以上的工作经历,其所受教育专业应当是理工科,并且具有工程师以上职称;
(2)设计责任人员应当具有从事锅炉设计4年以上工作经历,其所受教育专业应当是锅炉相关专业,其中,A级锅炉制造单位的设计责任人员应当具有工程师以上职称;
(3)焊接责任人员应当具有从事焊接4年以上工作经历,其所受教育专业应是焊接或者焊接相关专业(材料、机械类专业),其中,A级锅炉制造单位的焊接责任人员应当具有工程师以上职称;
(4)检验与试验责任人员应当具有从事锅炉产品检验4年以上工作经历,其所受教育专业应当是理工科;
(5)其他责任人员应当具有从事所负责工作3年的工作经历,并且拥有理工科教育背景;
(6)材料与理化责任人或者焊接与无损检测责任人员不得兼任。
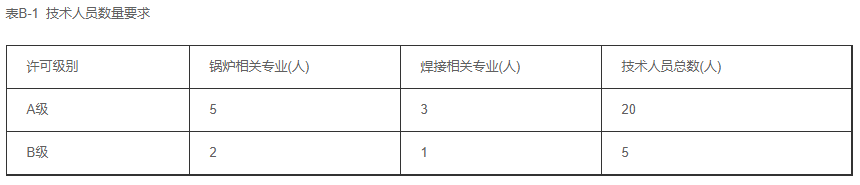
B1.1.1.2 技术人员
锅炉制造单位技术人员数量,应当不低于表B-1的要求。
B1.1.1.3 焊接作业人员
锅炉制造单位应当配备具备相应资格的持证焊接作业人员(以下简称焊工),焊工的持证项目及数量应当满足产品制造需要。采用机器人焊接时,其焊接项目可以记入焊工的人项数。
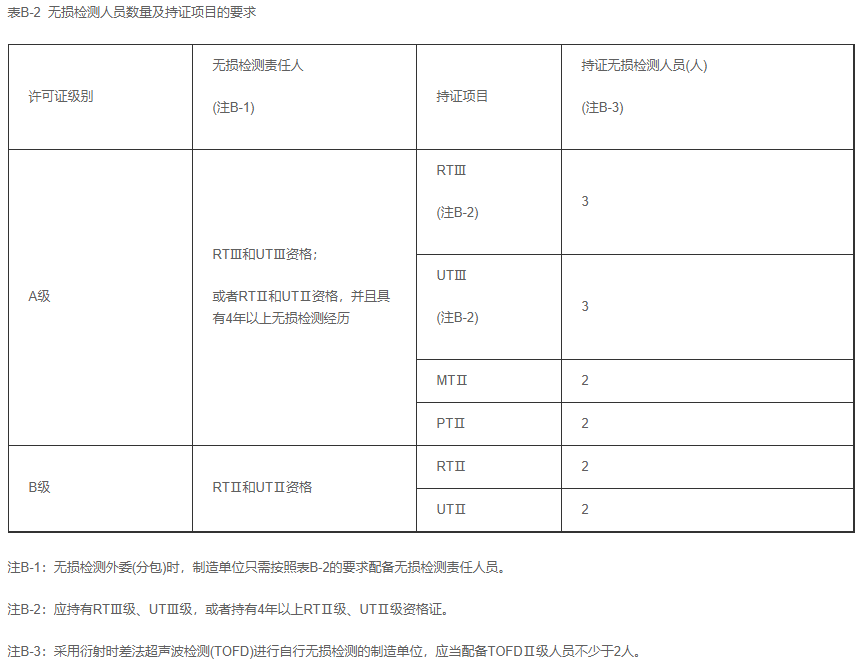
B1.1.1.4 无损检测人员
无损检测人员应当具备特种设备无损检测人员资格,并且注册到执业单位(下同)。持证无损检测人员和持证项目应当满足实际产品的检测要求,并且满足表B-2的规定。
B1.1.2 生产场地
制造单位应当具备满足锅炉产品制造所需要的场地或者场所,并且满足以下要求:
(1)锅炉制造车间面积、高度满足所申请级别锅炉产品制造的需要,锅炉产品承压件的焊接必须保证在室内作业完成;
(2)管材、板材、焊材及半成品的存放必须有一定的防护措施;
(3)具有满足安全防护要求和产品需要的射线无损检测场地,以及能够保证底片冲洗质量和底片保存的基本条件;
(4)具有满足安全防护要求的水(耐)压试验场地。
B1.1.3 生产设备
制造单位应当具有满足产品制造需要的切割设备、成形设备、机加工设备、钻孔设备、焊接设备、焊接材料烘干和保温设备、起重设备等,以及必要的工装,并且按流程合理布置。
B1.1.4 检验与试验装置
(1)制造单位应当具有满足产品制造需要的检测平台、无损检测设备、理化检验设备、耐压试验设备等;无损检测、理化检验外委(分包)的,不要求;
(2)具有与制造产品相适应的测量设备,并且按规定进行检定、校准合格。
B1.1.5 外委(分包)控制
制造单位必须有能力完成锅炉产品的主体制造,不得将锅炉产品的所有受压部件都进行外委(分包)。制造单位的无损检测、理化检验、热处理和炉胆、封头压制工作可以外委(分包)。专项条件没有规定可以外委(分包)的项目不得外委(分包)。
B1.1.6 工艺要求
制造单位应当具有满足有关安全技术规范及相应标准要求的许可范围产品的制造工艺文件(含外委项目)。
B1.1.6.1 焊接工艺要求
制造单位应当依据有关安全技术规范及相应标准建立健全覆盖本单位所有产品的焊接工艺规程。建立焊接工艺规程所依据的焊接工艺评定应当在本单位进行,由本单位持证的焊工用本单位的设备设施焊接试件。
B1.1.6.2 无损检测工艺要求
锅炉无损检测应当有相应的无损检测工艺规程和操作指导书。
B1.1.7 试制产品
(1)试制产品应当能验证所申请范围需要的制造和检验能力;
(2)试制产品的设计图样应当经过设计文件鉴定合格;
(3)试制产品的试制过程应当接受监督检验;
(4)新申请许可的制造单位应当按照表B-3规定的数量,准备锅炉试制产品。
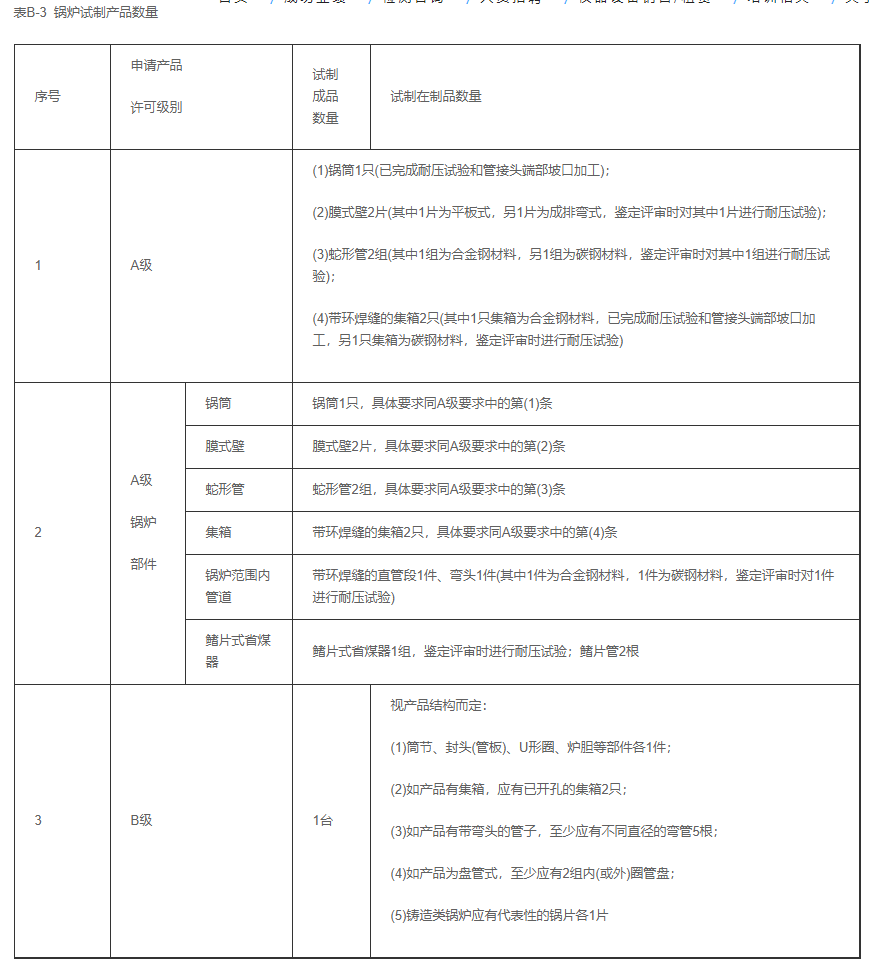
注B-4:所有试制成品、在制品未进行油漆、保温和包装。
试制产品的设计参数应当具有代表性,制造工艺应当覆盖申请产品范围。焊接锅炉的制造工艺应当包括成形、焊接、无损检测、理化检验和耐压试验过程,A级锅炉产品还应当有热处理过程。如果1台(批)试制成品和1台(批)在制品不能完全包括必须的制造工艺,可以通过增加试制产品来达到对所有制造工艺的覆盖。铸造类等非焊接锅炉的制造工艺应当包括铸件组装、耐压试验及其他必要的制造过程。
B1.1.8 换证产品
对于换证的制造单位,许可周期内应当具有持证级别相应产品的制造业绩,否则换证评审时执行新申请时试制产品要求。申请本规则3.6.3.2“自我声明承诺换证”的,许可周期内至少具有5台持证级别相应的产品制造业绩。
B1.2 专项条件
B1.2.1 A级锅炉
B1.2.1.1 人员
(1)具有产品设计开发的人员,并且有完整A级锅炉产品设计经验,包括结构设计、强度计算、热力计算、水动力计算等;
(2)具有新产品的设计开发能力,并且有足够的将图样转化为实际制造工艺的人员;
(3)持证焊工持证项目至少包括埋弧焊自动焊、气体保护焊和焊条电弧焊等焊接方法,焊工持证项目一般不少于50人•项;
(4)具有满足A级锅炉产品制造需要的专职检验人员不少于5人;
(5)具有满足A级锅炉产品制造需要的金相检验和理化检验的人员各不少于2人,外委(分包)时制造单位应当有对应的责任人员对外委(分包)质量进行控制。
B1.2.1.2 设计能力及生产设备
(1)具有与A级锅炉产品相适应的产品设计开发和转化工艺的能力;
(2)具有与A级锅炉产品焊接工艺相适应的预热设备和工装;
(3)具有与A级锅炉产品制造相适应的锅筒制造设备(注B-5)、膜式壁生产线(注B-6)、蛇形管生产线(注B-7)、集箱制造设备(注B-8)、锅炉范围内管道制造设备(注B-9)等设备,其中锅筒制造设备、膜式壁生产线、蛇形管生产线3类设备必须具备两类设备。
注B-5:锅筒制造设备,包括冷卷厚度至少为46mm的卷板机、有保证锅筒质量的坡口加工设备,锅筒热处理需要的热处理炉或者有保证质量能力的外委(分包)方。
注B-6:膜式壁生产线,包括扁钢精整、管子除锈设备、多头自动焊接设备、平整设备和成排弯曲设备。
注B-7:蛇形管生产线,包括切割、坡口加工等管端成形设备、自动热丝TIG或者TIG加MIG等管子对接焊接设备,在线焊缝射线检测设备、弯管机、管料架等制造设备、工装和检测平台。
注B-8:集箱制造设备,包括切割设备、坡口加工设备、氩弧焊、埋弧自动焊和焊条电弧焊焊接设备和在线预热等设备,集箱热处理需要的热处理炉或者有保证质量能力的外委(分包)方。
注B-9:锅炉范围内管道制造设备,包括切割设备、弯管设备、坡口加工设备、氩弧焊、埋弧自动焊和焊条电弧焊焊接设备和在线预热等设备,满足部件需要的热处理炉或者有保证质量能力的受委(承分)方。
B1.2.1.3 检验与试验装置
(1)具有满足产品制造相适应的金相、理化性能检验室,配有金相检验设备、化学分析设备、力学性能测试设备、冲击试样的检验设备等或者保证质量能力的外委(分包)方;
(2)具有满足产品制造需要的射线检测装置、可记录的超声波检测仪等或者有保证质量能力的外委(分包)方;
(3)至少具有满足产品制造需要的水压试验设备3台(套);
(4)具有满足合金钢产品检验的现场光谱检测设备。
B1.2.2 B级锅炉
B1.2.2.1 人员
(1)持证焊工持证项目至少包括埋弧自动焊、气体保护焊和焊条电弧焊等焊接方法,焊工持证项目一般不少于30人•项;
(2)至少有2名专职检验人员。
B1.2.2.2 生产设备
(1)锅炉制造车间具有满足产品制造需要的起吊能力,一般应当不小于10t;
(2)具有与制造相适应的卷板机,冷卷厚度一般不小于20mm;
(3)具有满足产品制造需要的弯管和钻孔设备;
(4)具有与制造产品相适应的埋弧自动焊、气体保护焊和焊条电弧焊等焊接设备。
B1.2.2.3 检验与试验装置
(1)具有满足产品制造需要的化学分析设备和力学性能测试(试验)设备,或者有保证质量能力的外委(分包)方;
(2)具有满足产品制造需要的射线检测装置、超声波检测仪,或者有保证质量能力的外委(分包)方;
(3)至少具有满足产品制造需要的水压试验设备2台(套);
(4)具有满足产品制造需要的弯管放样和检测平台。
B1.3 A级锅炉部件及其他锅炉
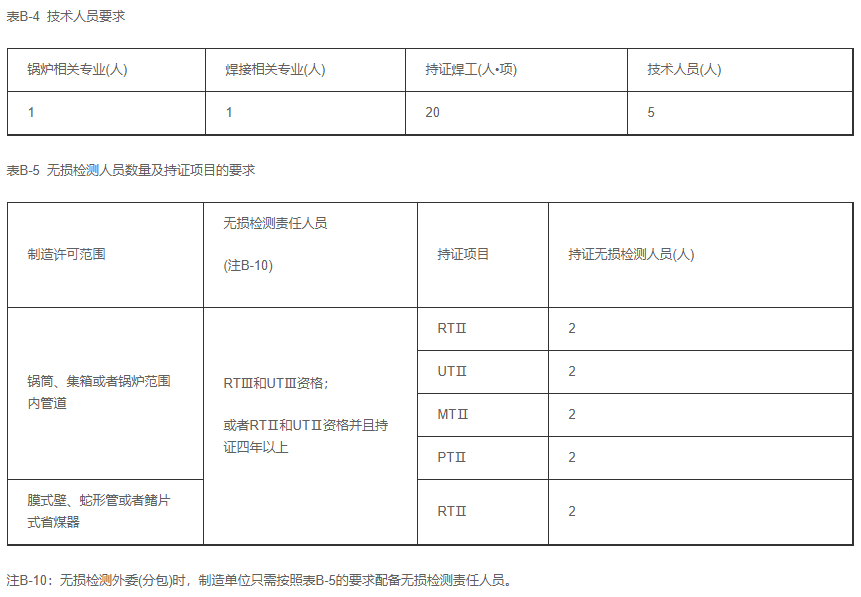
B1.3.1 A级锅炉部件
B1.3.1.1 人员
(1)具有不少于表B-4要求的技术人员;
(2)自行进行无损检测时,应当不少于表B-5 的要求,制造3个以上A级部件时人员应当不少于表B-2中“A级锅炉”的要求;
(3)具有不少于表B-4要求的持证焊工数量,制造3个以上A级部件时焊工持证项目一般不少于50人•项;
(4)具有满足A级锅炉部件产品制造需要的金相检验和理化检验人员;
(5)至少有3名专职检验人员。
B1.3.1.2 生产设备
具有满足本附件B1.2.1.2条要求的相应A级锅炉部件的制造能力。
鳍片式省煤器制造设备,应当满足生产需要。
B1.3.1.3 检验与试验装置
具有满足本附件B1.2.1.3要求的相应A级锅炉部件的检验与试验能力。
B1.3.2 余热锅炉
余热锅炉参照相应级别的锅炉制造许可条件执行。
B1.3.3 特殊锅炉
仅生产特殊锅炉(包括盘管结构锅炉、贯流锅炉、有机热载体锅炉和铸造锅炉)的单位,可申请专项制造许可,制造许可证书上应当注明产品限定范围。其资源条件应当满足产品制造的需要,可参照相应级别的锅炉制造许可条件执行,并且可按照制造条件与产品相适应的原则适当降低条件要求。对于特殊结构所需的工装设备(例如盘管锅炉的盘管机),必须具备;对于实际生产中不需要的装备,可不作要求。
B2 锅炉安装单位许可条件
B2.1 基本条件
(1)有固定的办公地点、资料档案室、仪器设备室和仓库;
(2)具有与安装工作相适应的专业技术人员及工装设备、检测手段;
(3)无损检测和理化检验允许外委(分包),A级锅炉安装单位的光谱检验不允许分包。
B2.2 人员
B2.2.1 质量保证体系人员
A级安装单位质量保证工程师由具备工程师以上职称的技术人员担任,B级安装单位由助理工程师职称的技术人员担任。各责任人员应当由具备助理工程师职称的技术人员担任,A级安装单位的无损检测责任人应当由RTⅡ级或者UTⅡ级资格并且持证4年以上的人员担任,B级安装单位的无损检测责任人员应当持有Ⅱ级无损检测资格。
B2.2.2 技术人员
安装单位技术人员、焊工、无损检测人员及其他作业人员应当满足表B-6的规定。
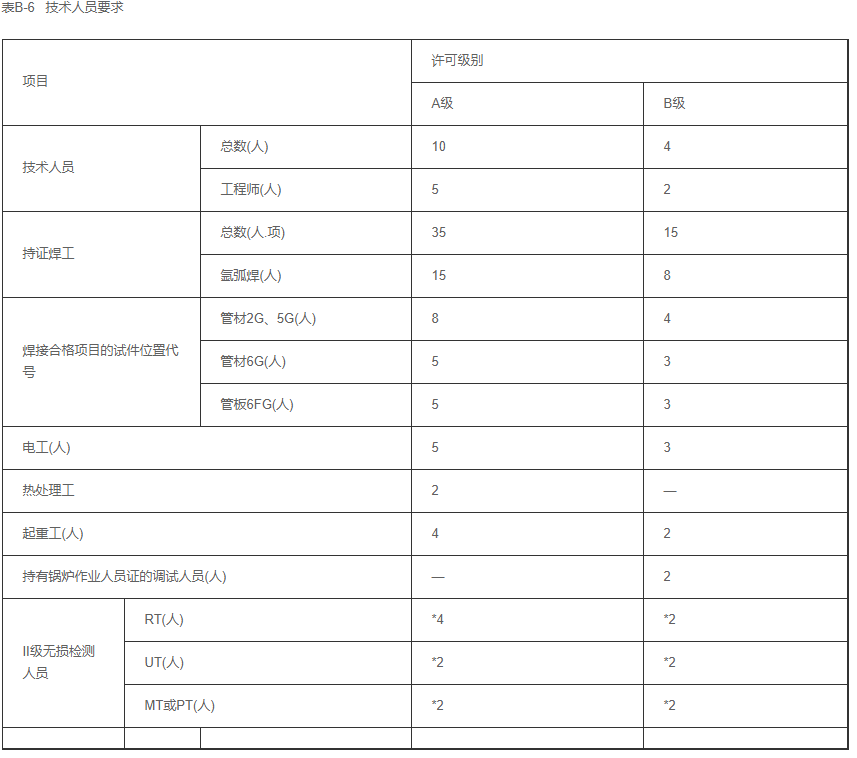
注B-11:
(1)带 * 号者允许外委(分包),安装单位可以不配备表中规定的相应人员;
(2)技术人员数,是指锅炉、热能、化工机械、暖通、焊接、金属材料、无损检测、热工仪表、机械、设备安装专业毕业大专学历以上人员数;
(3)A级安装单位的焊工中,具有Ⅱ类及以上材料(依据《特种设备焊接操作人员考核细则》)试件合格项目的人数不少于50%。
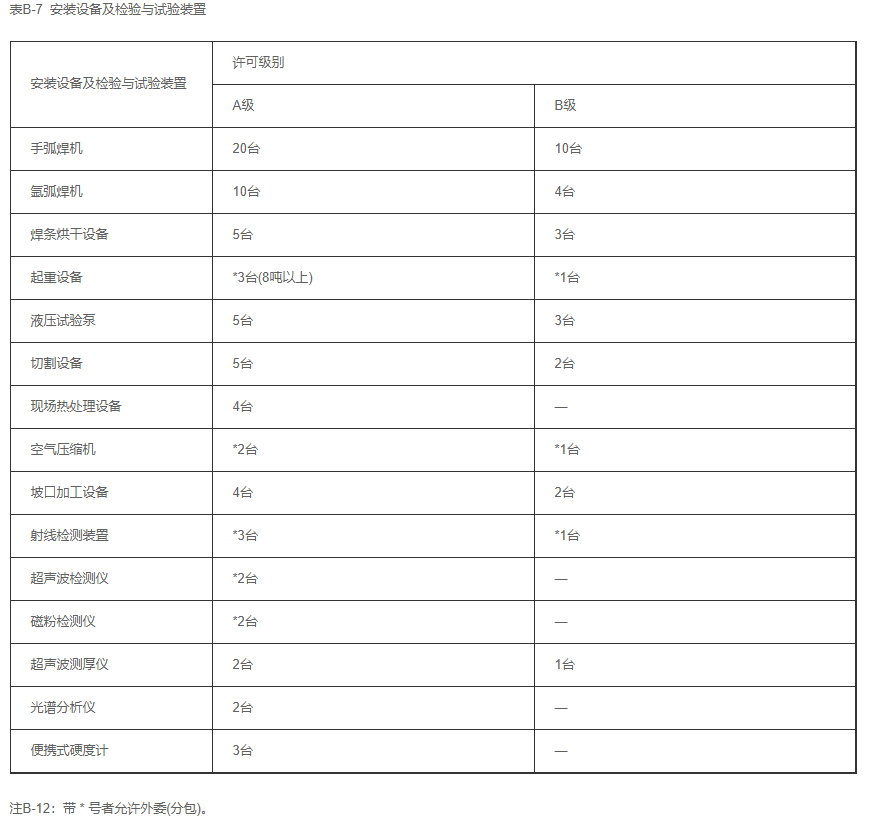
B2.3 安装设备及检验与试验装置
安装单位的安装设备及检验与试验装置应当满足表B-7的规定。
B2.4 质量保证体系要求
安装单位应当按照本规则附件M要求,建立并且有效运行安装改造修理质量保证体系,编制相应的质量保证手册、程序文件(管理制度)、工艺文件以及有关记录表格、卡。
B2.4.1 安装单位管理制度
安装单位应当制定以下程序文件(管理制度):
(1)图样资料审查;
(2)变更设计图样联系;
(3)开箱验收;
(4)焊材和原材料检验验收;
(5)材料代用;
(6)施工检验验收;
(7)技术文件管理;
(8)设备管理和维修保养;
(9)焊接工艺评定;
(10)接受特种设备监督管理部门监督检查;
(11)安全生产;
(12)客户服务与意见处理;
(13)质量信息反馈与处理。
B2.4.2 安装单位工艺文件
安装单位工艺文件应当包括以下工艺:
(1)焊接工艺评定及焊接工艺,焊接工艺评定应当能满足安装需要,并且具有与安装工作相适应的符合现行规程、标准要求的焊接工艺;
(2)胀接工艺;
(3)无损检测工艺;
(4)校正、组合工艺;
(5)吊装工艺;
(6)水压试验工艺;
(7)筑炉工艺;
(8)烘、煮炉工艺;
(9)水处理设备安装调试工艺;
(10)炉排及辅机安装调试工艺;
(11)试运行工艺。
B2.5 试安装工程要求
(1)试安装工程必须有相应级别的锅炉整机安装工程;
(2)试安装工程的设计和受压元件制造应当符合锅炉安全技术规范的规定;
(3)试安装前,安装单位凭许可受理决定书向施工所在地特种设备安全监督管理部门办理开工告知,并且约请具有相应资格的特种设备检验机构进行监督检验;
(4)锅炉试安装工程应当在水压试验、总体验收合格后进行评审。
B2.6 换证要求
对于换证的安装单位,许可周期内应当具有持证级别相应的安装、改造、修理业绩,否则换证评审时执行新申请时试安装工程要求。申请本规则3.6.3.2“自我声明承诺换证”的,许可周期内至少具有5台持证级别相应的产品安装、改造、修理业绩。

 全部服务
全部服务